Medicine integrity proof means checking if a drug stays safe and effective. This check ensures the drug keeps its quality through its entire life. This is important for patient safety and following health rules. Data about the drug must also be correct and secure.
Healthcare data needs to be accurate and safe. This helps doctors make good decisions and provide the best care for patients.
As a pharmaceutical worker, I will explain the types of proof needed. I will also discuss the role of labeling, steps to ensure medicine integrity, and common problems and their solutions.
Types of proof required for data integrity
Physical integrity proof
- Packaging integrity: Make sure the packaging is whole and not damaged. This protects the medicine from dirt or losing strength.
- Seal integrity: Check that seals stay closed and stop tampering or leaks.
Chemical integrity proof
- Composition analysis: Make sure the chemical composition of the medicine stays the same. This keeps the medicine safe and accurate.
- Contamination detection: Check for any bad chemicals that can harm the medicine’s safety.
Biological integrity proof
- Sterility proof: Make sure the medicine has no harmful germs.
- Microbial contamination detection: Test often to find and remove any germs. Accurate data helps make these tests work well.
The role of labeling in medicine integrity proof
Information transmission
Labels give important details. These are the medicine’s name, dosage, batch number, production date, and expiration date. This helps doctors and patients use the medicine safely. Labels also follow data rules to keep information correct and safe.
Traceability and management
Labels often have barcodes or QR codes to track medicine in the supply chain. This helps control batch number and remove expired or recalled medicine. Good data management helps keep track of medicine and follow important rules.
Safety and anti-counterfeiting
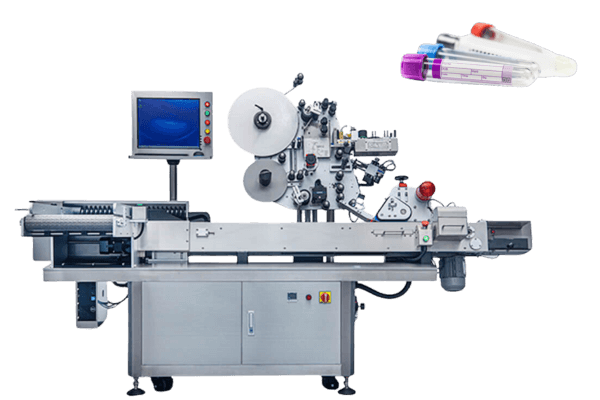
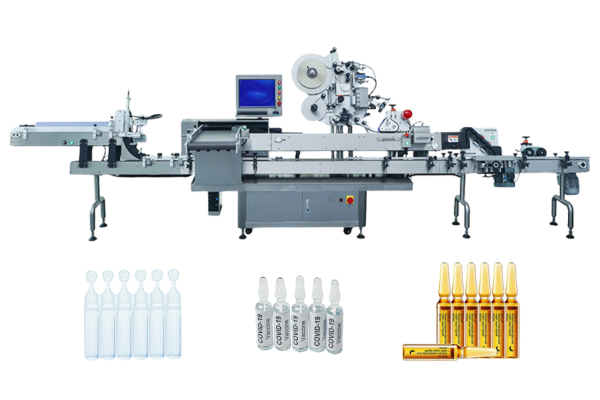
Special labels stop fake medicine with security features like holograms or microtext. We have a tamper-evident labeling solution for these needs.
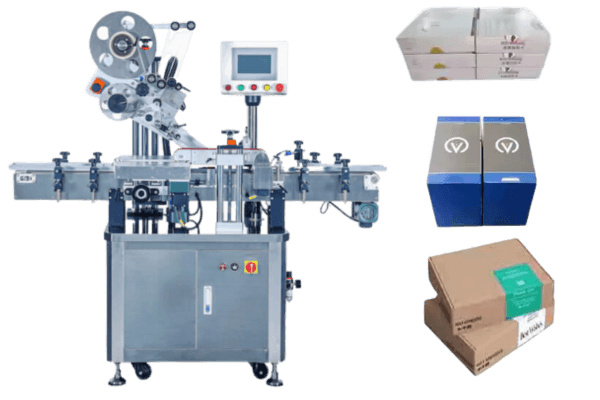
We offer more than just anti-tampering label machines for medicines. We also have medicine box labeling solutions and medicine bottle labeling solutions. These solutions work for cartons and bottles in medicine packaging.
Steps involved in maintaining data integrity
Raw material verification
You should check where raw materials come from and make sure they are good quality. This is important for making safe medicines.
Production process control
You and your workers should monitor and record important steps during production. This includes checking temperature, humidity, and cleanliness to avoid problems. Keeping accurate data helps make sure everything is done right and safely

Finished product inspection
Check the medicine before and after packaging. Do physical, chemical, and biological tests to make sure the medicine is safe and correct. Accurate data helps ensure the medicine meets all standards.

Storage and transportation
Storage conditions keep medicines safe and fresh. During storage, medicines are kept in the right environment. When moving medicines, protect them from extreme temperatures and humidity. This helps keep their quality.
Common issues and solutions in data validation
Physical damage
Detection: Check regularly for any damage to the packaging. Look for signs of cracks or tears.
Prevention: Use strong packaging materials to protect the medicine. Handle the medicine carefully during transport to avoid damage.
Data manipulation
Detection: Regularly check for any changes in data that are not allowed. Use technology like blockchain to keep data safe.
Prevention: Use new technologies to stop anyone from changing data. This helps keep the data trustworthy and secure.
Chemical contamination
Detection: Test the medicine often to find any harmful chemicals. Make sure the data about the medicine is correct.
Prevention: Keep the manufacturing area very clean. Use good quality raw materials to prevent contamination.
Biological contamination
Detection: Test regularly for germs or microbes in the medicine.
Prevention: Keep the production areas very clean. Use methods to keep things sterile and free of germs.

Conclusion
Medicine integrity proof is very important in making sure medicines are safe and work well. It helps keep medicines reliable and good for use.
Keeping data correct is also very important. This helps follow rules and protects patient information. In pharmaceutical work, always follow strict rules and be careful with every step.