In the realm of medical and laboratory settings, tube packaging plays a pivotal role in ensuring the safety and integrity of samples during storage and transit. This critical task demands not only robust materials and design but also adherence to stringent regulatory standards.
Custom tube packaging can also enhance a company’s brand visibility and storytelling through unique and stunning packaging solutions.
The importance of these packages cannot be understated as they protect biological and chemical contents from external contamination, physical damage, and environmental factors. This article outlines the comprehensive requirements and considerations for designing and implementing secure tube packaging solutions.
Material selection for tubes
- Impact resistance: The primary consideration when selecting materials for tube packaging is their ability to withstand impacts and pressure. Materials must provide sufficient cushioning and resistance to prevent breakage or deformation of the tubes during handling and shipping.
- Chemical stability: Materials should not react chemically with the contents of the tubes. This is crucial for preserving the integrity of the samples and preventing unwanted reactions that could compromise the safety or validity of the test results.
Selecting the right materials to create packaging that not only protects the contents but also enhances brand visibility and drives sales is essential.
Design considerations
- Internal stability: The design of the packaging must ensure that the tubes are held securely in place, minimizing movement and thus reducing the risk of collisions or breakage.
- Size and shape compatibility: Packaging should be tailored to the dimensions of the tubes, providing a snug fit without excessive tightness or looseness.
- Storage and handling efficiency: The packaging should be designed to facilitate easy stacking and storage, optimizing space utilization and handling in various logistic scenarios.
- Custom packaging designs: Custom packaging solutions, such as custom packaging tubes, are essential for enhancing product visibility and shelf appeal.

Sealing and closure integrity
- Protection from contamination: Effective sealing techniques are essential to protect the tube contents from air, dust, and biological contaminants. Methods such as heat sealing or the use of adhesives are commonly employed to ensure airtight closures.
- Security of seal: The packaging must include features that guarantee the integrity of the seal throughout the transportation and storage processes, preventing leaks and exposure. Various styles of caps play a crucial role in ensuring effective sealing and closure, providing product identification, and offering customization options for optimal functionality.
Tube labeling
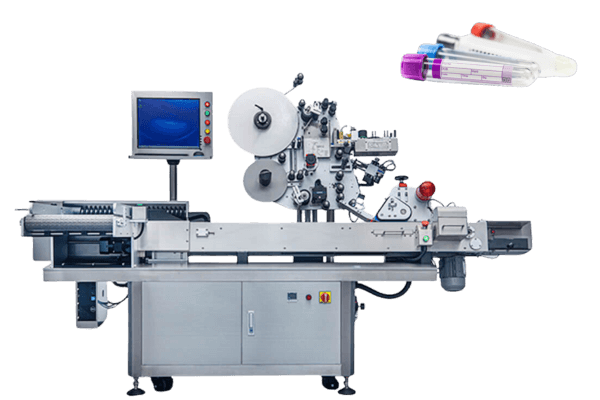
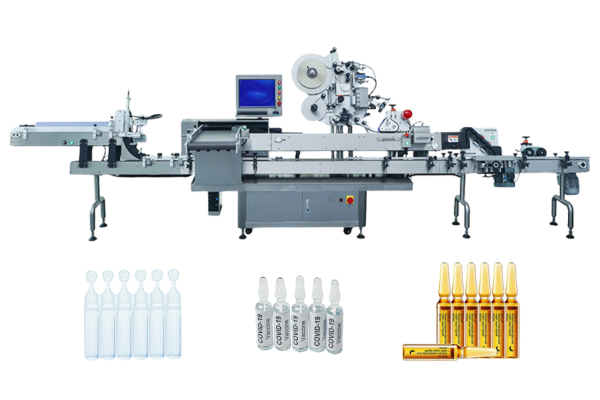
Tube labeling is a critical component in the packaging process for laboratory and medical tubes, which requires precision and durability to withstand various environmental conditions and handling. Tube labels must include vital information such as the content type, potential hazards, and handling instructions.
The labels should adhere firmly to the tube surface and remain legible throughout their lifecycle, resisting moisture, chemicals, and temperature variations. And choosing the labeling machine is also crucial, we have the perfect tube labeling solution that can meet the requirements of tube labeling.
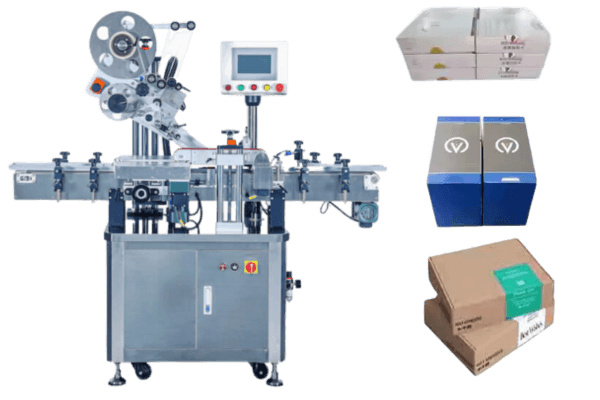
Tube box labeling
In addition to individual tubes, the packaging boxes for these tubes also require specific labeling solutions. Tube box labeling ensures that larger quantities of tubes can be efficiently managed and identified. These labels typically provide information about the batch, storage conditions, and safety instructions.
They need to be durable enough to remain intact and legible from the point of packaging to end-use, ensuring that all handling and storage guidelines are easily accessible. Therefore, it is also important to find the right pharma carton labeling solution.

Compliance with standards and regulations
- Regulatory adherence: Tube packaging must conform to relevant local and international standards, such as those set by ISO or the FDA. These regulations cover aspects ranging from material safety to labeling requirements.
- Certification requirements: It is imperative that all packaging materials and designs undergo necessary testing and obtain certifications to verify their compliance with the applicable standards. Ensuring compliance with these standards not only guarantees safety but also enhances profit margins and revenue potential by making it easier to sell products in competitive markets.
User-friendly design
- Ease of use: The design should consider the end-user experience, ensuring that packages are easy to open and reseal if necessary.
- Instructional and warning labels: Clear instructions and safety warnings should be included to guide the user and enhance the overall safety of handling and using the tubes.
- Style: Choosing the right style can significantly enhance product visibility and brand appeal, making it an essential aspect of user-friendly design.
Environmental considerations
- Eco-Friendly materials: Where possible, materials should be chosen based on their environmental impact, favoring recyclable or biodegradable options. Using eco-friendly materials can also enhance product visibility on shelves, making them more appealing to environmentally conscious consumers.
- Climate resilience: Packaging should be designed to perform reliably across a range of environmental conditions, including protection against moisture and extreme temperature

Conclusion
As we have explored, secure tube packaging is not only about protecting the physical integrity of tube contents but also ensuring that all handling, storage, and transportation processes align with health and safety regulations.
The standards and practices discussed provide a framework for developing packaging solutions that meet the high demands of various industries relying on tube packaging.
By following these guidelines, manufacturers and users can ensure the safety, compliance, and efficiency of their packaging systems, ultimately preserving the quality and reliability of the samples they hold.
However labeling, as an important part of tube packaging, is essential, and Viallabeller, as a manufacturer of pharmaceutical labeling machines, is able to meet their stringent labeling requirements and has tube labeling solutions that, in addition to tube labeling, we are also involved in:
③ Tamper-evident labeling solution