Leading pharmaceutical machinery manufacturers drive today’s pharma industry. These companies ensure perfect accuracy and reliability in pharmaceutical production.
Companies must use advanced equipment to make safe and effective drugs. This includes machines for making, processing, and packaging medicines.
The global market for pharmaceutical equipment keeps growing. Experts predict it will reach $30.42 billion by 2029 (Data from Pharmaceutical Manufacturing Equipment Market Size, Share & Trends).
As demand for medicines grows, pharma manufacturing machines need more and more. Pharma companies must choose right equipment manufacturers carefully.
Good equipment helps companies follow strict rules and work better. The right manufacturer will provide quality pharmaceutical machines and follow all safety guidelines. They also help make production faster and more efficient.
We will show you the top equipment manufacturers in this industry. These companies earn trust worldwide because they make great machines and supply excellent service.
We will also explain what to look for when choosing a manufacturer. This will help you make the best choice for your company.
Selection factors for Top Manufacturers
When selecting a top pharmaceutical machinery supplier, several key factors should be considered.
1. The manufacturer’s technical expertise and ability to deliver innovative solutions are crucial.
2. The quality and reliability of their equipment are paramount. They impact the safety and efficacy of the final product.
3. The manufacturer’s service capabilities should be carefully evaluated. Service includes technical support, after-sales service, and customization options.
4. Experience in the pharmaceutical industry and a strong commitment to quality are also essential considerations.
In this article we are going to present 7 pharma machinery manufacturers for you to choose from:
Leading Pharmaceutical Equipment Manufacturers
GE Healthcare

Rated: ★★★★
Headquarter: Chicago, Illinois, United States
Specialization: Medical imaging and information technologies, Medical diagnostics equipment, Patient monitoring systems, Pharmaceutical manufacturing technologies, Biomanufacturing solutions
Products: Medical imaging systems (MRI, CT, X-ray, ultrasound), Digital solutions and software, Pharmaceutical manufacturing equipment, Life sciences and bioprocess equipment, Patient care solutions, Healthcare IT systems
Compliance certifications: FDA, ISO 13485, GMP, CE
Global markets: North America, Europe, Asia Pacific, Latin America, Middle East and Africa
GE Healthcare helps make healthcare better worldwide. They create tools doctors use to see inside the body and make medicines. The company started over 100 years ago and keeps growing today.
They work with hospitals and drug makers in many countries. Their machines help doctors find health problems early. They also make equipment that helps companies make medicines safely. Their team works to make healthcare faster and more accurate for everyone.
GEA
Rated: ★★★★★
Headquarter: Düsseldorf, Germany
Specialization: Food processing technology, Separation technology, Pharmaceutical processing, Chemical processing, Beverage technology, Dairy farming equipment
Products: Separators, Decanters, Homogenizers, Freeze dryers, Spray dryers, Fluid bed processors, Granulators, Tablet presses, Fermenters, Heat exchangers, Filling machines, Packaging systems
Compliance certifications: GMP compliance, FDA approved, ISO 9001, ISO 14001, EHEDG certified, 3-A Sanitary Standards
Global markets: Europe, North America, Asia Pacific, Latin America, Middle East and Africa, serving more than 70 countries through a global network of sales and service companies
GEA makes machines that help create foods, drinks, and medicines. They started in 1881 and now work worldwide. The company knows how to make things work better in factories. They help companies make products faster and safer.
GEA focuses on making good equipment for many industries. Their team of experts helps customers solve problems. They care about making sustainable solutions for the future.
ROMACO Group

Rated: ★★★★
Headquarter: Karlsruhe, Germany
Specialization: Pharmaceutical packaging, Processing technology, Tablet making, Primary packaging, Secondary packaging
Products: Blister machines, Tablet presses, Coating systems, Granulators, Carton packers, Tube fillers, Counters, Strip packers, Case packers
Compliance certifications: GMP, FDA, CE, ISO 9001:2015
Global markets: Europe, North America, Asia, South America, Africa, with sales in over 180 countries
Romaco leads the global market in pharmaceutical processing and packaging technology. They create solutions for solid drug manufacturing and packaging. The company has 600 team members worldwide.
They focus on making better ways to produce and package medicines. Their work helps make drug production faster and more efficient.
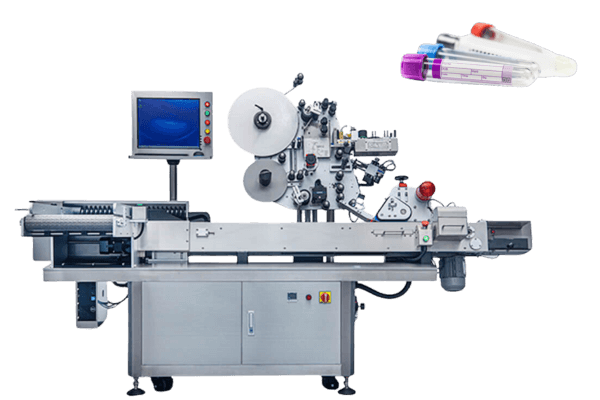
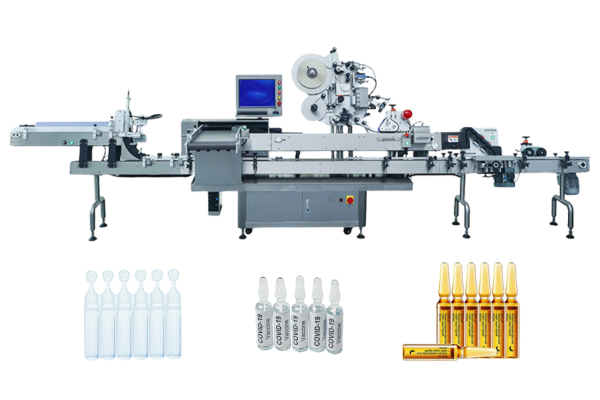
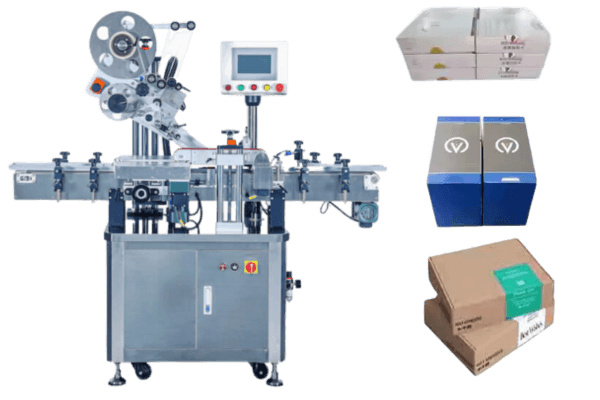
Viallabeller

Rated: ★★★★★
Headquarter: Shanghai, China
Specialization: Pharmaceutical labeling solutions, Automatic labeling systems, Custom labeling equipment
Products: Labeling systems for vials, ampoules, syringes, bottles, boxes, tubes. Wrap around labeling machines, horizontal labeling machines, vertical rotary labeling machines, corner wrap labeling machines, tamper evident labeling machines
Compliance certifications: CE, ISO9001,FDA & GMP approved
Global markets: Europe, America, the Middle East, Southeast Asia, Russia, and Australia.
VialLabeller makes smart labeling machines for medicine containers. They focus on automatic labeling solutions for the pharmaceutical industry. The company helps drug makers label their products quickly and accurately.
Their machines can handle many types of containers like vials, bottles, and syringes. They create custom solutions to fit each customer’s needs. The team works hard to make labeling easier and more efficient for pharmaceutical companies worldwide.
ACG Worldwide

Rated: ★★★★★
Headquarter: Mumbai, India
Specialization: Capsule manufacturing, Pharmaceutical packaging, Process equipment, Engineering solutions, Film and foil barriers
Products: Empty capsules, Capsule filling machines, Tablet presses, Blister packaging machines, Inspection systems, Film coating equipment, Barrier packaging materials
Compliance certifications: ISO 9001, ISO 15378, ISO 14001, OHSAS 18001, FDA approved, GMP compliant
Global markets: Asia, Europe, North America, South America, Africa, serving customers in more than 100 countries
ACG helps make medicines better worldwide. They started in 1961 and now work in many countries. The company makes everything needed for drug production. They offer capsules, machines, and packaging solutions.
ACG has over 5,000 team members across the globe. They focus on quality and innovation in pharmaceutical manufacturing. Their solutions help companies make medicines faster and safer.
SYNTEGON Technology

Rated: ★★★★★
Headquarter: Waiblingen, Germany
Specialization: Food packaging, Pharmaceutical packaging, Process technology, Inspection technology, Digital solutions
Products: Filling machines, Packaging machines, Processing systems, Inspection systems, Cleanroom technology, Containment solutions, Service solutions
Compliance certifications: GMP, FDA, ISO 9001, ISO 14001
Global markets: Europe, Americas, Asia, Africa, Middle East, serving customers in more than 140 countries
Syntegon makes packaging and process technology for food and drugs. They started as Bosch Packaging Technology and became Syntegon in 2020. The company helps make food and medicine safer.
They work with over 6,000 team members worldwide. Their machines help companies pack products better and faster. They also create smart solutions for the digital age.
Silverson

Rated: ★★★★★
Headquarter: East Longmeadow, Massachusetts, USA
Specialization: High shear mixers, Laboratory mixing equipment, Pharmaceutical mixing solutions, Food processing equipment
Products: Laboratory mixers, In-line mixers, Bottom entry mixers, High shear mixers, Batch mixers, Flash mixing systems
Compliance certifications: ISO 9001:2015, FDA standards, GMP compliance, EHEDG certified
Global markets: North America, Europe, Asia Pacific, Latin America, with sales in over 150 countries
Silverson makes high-quality mixing equipment. They focus on high shear mixing technology. The company started in 1935 and keeps growing today. They help companies mix products better and faster.
Their mixers work well for many industries like food, pharma, and cosmetics. They offer quick support to customers worldwide. Their team creates custom solutions for specific mixing needs.
Global regulatory compliance in the pharmaceutical industry
Medicine makers must follow strict rules worldwide. Each country sets its own standards for making medicines. Pharma machinery suppliers offer special machines to meet these rules.
The right equipment helps them make safe products. Good machines also help follow FDA and GMP guidelines. Meeting these rules lets companies sell their products in different countries.
Pharmaceutical Machinery Market Trends and Analysis
The pharma machinery market grows with new technology. Pharmaceutical machine manufacturers now use smart machines with AI and digital controls. These machines work faster and waste less material.
Many machines now save energy and help protect the earth. They can clean themselves and stop contamination. Companies want machines that fit their special needs. New machines can make different products quickly. These changes help make better and safer medicines for everyone.
Conclusion
Pharmaceutical machinery manufacturers play a crucial role in tackling global challenges and fostering innovation within the industry.
The dynamic nature of the pharmaceutical market demands a strategic approach, steadfast commitment to quality standards, and harnessing technological advancements in machinery. The adoption of manufacturing automatic machines is crucial for enhancing production efficiency and meeting industry standards.
As the industry gears towards sustainable expansion, collaboration, regulatory adherence, and adaptation to emerging trends will be pivotal in determining success.
References and citations
1.Pharmaceutical Manufacturing Equipment Market by Machine (Mixing & Blending, Milling, Spray Drying, Granulation, Extrusion, Tablet Compression, Sterilization, and Inspection), Process (Encapsulation, Formulation, Aseptic) – Global Forecast to 2029
2.Pharmaceutical Machinery Market Growth Outpaces Larger Industries