Pharmaceutical packaging is essential for protecting medical products in the pharmaceutical industry from contamination, damage, and tampering. Robust standards ensure the quality and safety of pharmaceuticals throughout their lifecycle.
Basic terminology and definitions
Here are 3 types of pharmaceutical packaging:
- Primary packaging: Immediate containers like bottles, vials, blisters, or ampoules directly holding pharmaceutical products.
- Secondary packaging: Outer packaging that holds primary containers together, providing additional protection and identification.
- Tertiary packaging: Outermost packaging for bulk handling and transportation, such as pallets, crates, or corrugated boxes.

Pharmaceutical packaging materials requirements
- Material selection criteria: Criteria for selecting packaging materials based on compatibility, barrier properties, stability, and safety. Labeling materials must also be selected based on their compatibility and stability to prevent mislabeling and ensure product integrity.
- Material safety: Requirements for materials to be non-toxic, non-reactive, and free from harmful substances.
- Environmental adaptability: Suitability of packaging materials to withstand temperature, humidity, and light exposure. Packaging and labeling materials must be thoroughly examined and controlled to comply with quality standards and facilitate recall procedures when necessary.
Design and construction standards
- Structural design: Requirements for packaging design to provide protection against physical, chemical, and biological hazards.
- Size and shape: Standardized dimensions and shapes for optimized storage and handling.
- Accessibility and opening mechanisms: Features for easy access while maintaining child-resistant and tamper-evident properties. Tamper-evident packaging is crucial for ensuring consumer protection and must visibly indicate if tampering has occurred. The Poison Prevention Packaging Act mandates specific packaging designs to prevent children from accessing potentially dangerous substances, including pharmaceuticals.
Performance testing standards
- Physical and mechanical performance: Tests to evaluate packaging strength, integrity, and functionality under compression, impact, and vibration.
- Chemical stability: Protocols for assessing packaging materials’ compatibility with pharmaceutical contents.
- Biocompatibility: Testing for cytotoxicity, sensitization, and irritation risks to ensure patient safety. Maintaining a batch production record is essential for documenting the examination of packaging and labeling materials, ensuring appropriate control measures are in place.

Tamper-evident packaging and identification requirements
- Labeling: Mandatory information on labels, including product name, active ingredients, dosage instructions, expiration date, and manufacturer details.
- Readability and durability: Standards for label legibility and durability throughout the product’s shelf life. Labeling operations must adhere to stringent regulations to prevent mixups, cross-contamination, and mislabeling.
- International symbols and indicators: Adoption of recognized symbols and indicators for global understanding and compliance. Proper identification and management of filled drug product containers reserved for future labeling operations are crucial in preventing mislabeling.
Storage and transportation standards
- Storage protection: Requirements for protecting pharmaceutical products during storage from light, moisture, temperature variations, and contamination.
- Special conditions: Packaging needs for cold chain storage or protection from humidity, oxygen, or light exposure. Proper identification and handling of filled drug product containers, especially when held in an unlabeled condition, are essential to prevent mislabeling and ensure accurate tracking.
- Stacking and handling guidelines: Instructions for safe stacking, handling, and transportation to minimize damage or contamination.

Environmental and sustainability requirements for pharmaceutical packaging
- Recyclable materials: Promotion of recyclable or biodegradable packaging materials to reduce environmental impact.
- Life cycle assessment: Assessments to evaluate the environmental footprint of packaging materials.
- Waste management strategies: Implementation of strategies for proper disposal, recycling, or reuse to minimize environmental pollution.
Conclusion
In conclusion, pharmaceutical packaging standards ensure the safety and integrity of medical products by specifying materials, design, performance, labeling, storage, and environmental considerations. These standards uphold quality and safety throughout the pharmaceutical supply chain, protecting patient health and well-being.
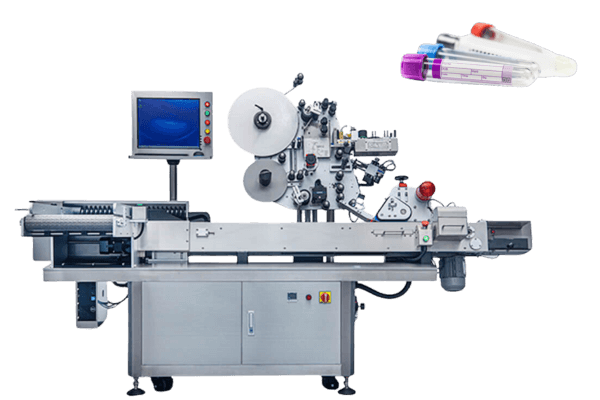
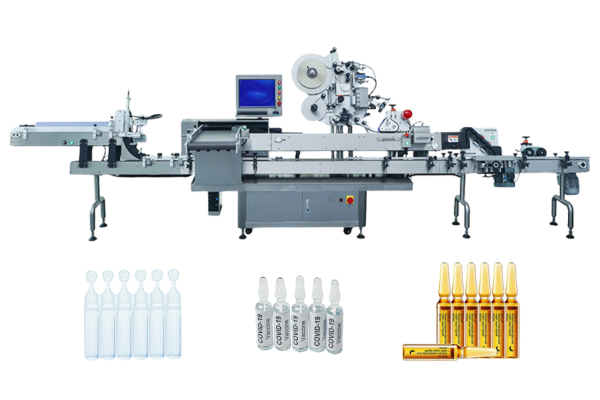
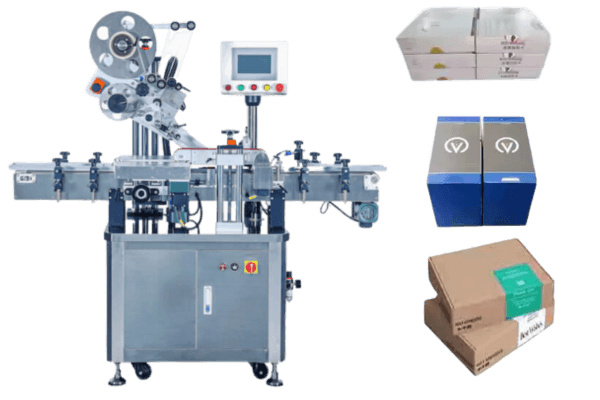
Our company, as a manufacturer of pharmaceutical labeling machines, can contribute to an important part of pharmaceutical packaging, and Viallabeller can provide you with the following products: