The precise sizing and specifications of the pharma carton dimensions play a crucial role in the pharmaceutical industry. Accurate measurements are essential to meet stringent regulatory standards while ensuring the safety and integrity of their products.
As companies strive to meet these standards, the choice of carton size and type becomes integral to their packaging strategy. Understanding the internal dimensions of folding cartons is also crucial, as it ensures a proper fit for products, considering the material thickness can vary.
This guide provides an overview of common carton types and dimensions, along with labeling requirements tailored to different pharmaceutical needs.
Carton types and their box dimensions
- Flat cartons: Used primarily for small pills or tablets, these cartons are compact and usually measure around 50mm x 30mm x 10mm. Their streamlined shape makes them ideal for minimalistic packaging needs. Accurate measurement of box dimensions is crucial to ensure a snug fit and maintain product integrity.

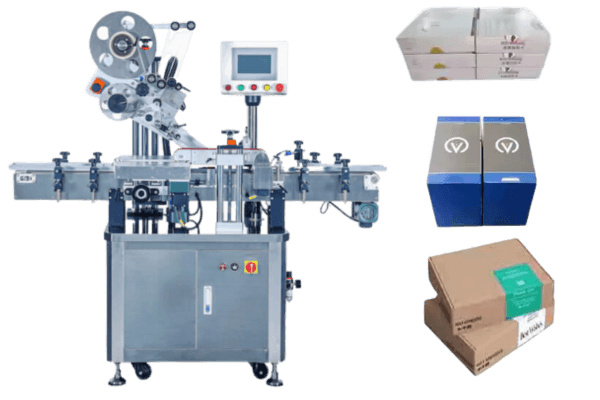
- Folding cartons: Suitable for bottled or boxed medications, folding cartons offer flexibility in design and size, with typical dimensions being 100mm x 50mm x 30mm. They are preferred for their ability to hold substantial information and security features. Measuring the width of the box accurately is essential for ensuring a proper fit and optimal packaging.

- Hanging cartons: Designed for retail display, these cartons often feature a hanging tab and are sized at about 120mm x 80mm x 20mm, allowing them to stand out on shelves for better consumer visibility.

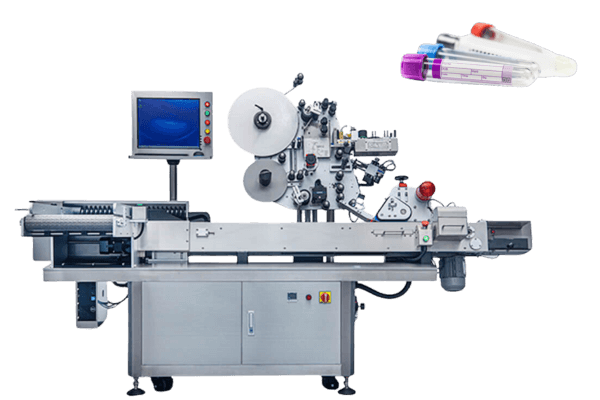
- Tubular box: This kind of box is made of cylindrical cardboard or plastic tubes with good sealing and is suitable for the packaging of injections, ointments, creams, and other medicines.
- Pouch boxes: These lightweight and portable containers, crafted from cardboard or composite materials, are ideal for packaging powders, granules, and other pharmaceuticals.
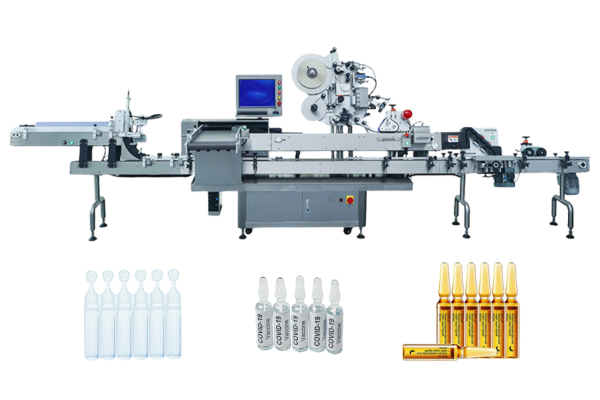
- Customized cartons: For sensitive or specialty medications, such as injectables, cartons can be custom-sized to accommodate specific product dimensions and protective features. Measuring the length of the box accurately is critical for ensuring a proper fit for products or shipping purposes.
Labeling requirements and positions
- Single-sided labeling: Appropriate for simple packaging that requires minimal information, where labels cover only one side of the carton.
- Double-sided labeling: This method is used when information needs to be visible on both the front and the back of the packaging, common in folding cartons.
- Tamper-evident labeling: High-security medications benefit from tamper-evident labels, which indicate if the packaging has been opened or tampered with.
- Multi-sided labeling: Complex informational needs may require labels on multiple sides of a carton, providing necessary details from various angles.
- Corner labeling: Special labels that wrap around the corners of a carton are useful for adding extra information or securing the package further.
Viallabeller’s machines can be adapted to all the above positions and requirements, and can also provide professional labeling solutions for pharmaceutical cartons, as well as other similar solutions such as syringe labeling solutions, ampoule labeling solutions, etc.
Material and design considerations for custom packaging
Choosing the right material for a pharmaceutical carton is vital for both functionality and compliance. Biodegradable materials are becoming increasingly popular, offering an environmentally friendly option.
Innovative designs such as windows or clear panels and the integration of safety symbols and color coding are also crucial to enhance user interaction and safety.
Industry standards and compliance for shipping
Labels must include regulatory information such as ingredients, dosage instructions, production dates, and batch numbers. Adhering to standards set by agencies like the FDA or EMA is essential, especially when considering the global market, which may have varying requirements.
Conclusion
Understanding the carton dimension in the pharmaceutical sector is not just about measuring boxes but optimizing packaging for safety, compliance, market appeal, and shipping.
Proper box measurements and packaging dimensions can significantly affect shipping costs, as inadequate sizing can lead to unnecessary expenses due to excess material and shipping charges.
This guide outlines the essential aspects of selecting the right carton dimension and type for various pharmaceutical products, ensuring that every package not only meets regulatory demands but also addresses the practical needs of storage and distribution.