Using the unit dose supply method recognizes that every person and their illness are unique, necessitating distinct, customized types of therapy for quality care. Drug administration inherently involves high risks. Additionally, medical staff in healthcare facilities often face extreme time pressures.
Nonetheless, ensuring the correct drug in the proper dosage reaches the right patient at the right time is what ultimately matters. Therefore, unit dose systems not only help hospitals minimize medication errors but also free up more time for patient care by streamlining processes and facilitating patient-specific therapies.
Enhanced patient safety and reduced medication errors with unit dose packaging
The unit dose packaging system is designed to deliver the exact recommended dose of medication to a specific patient at the appropriate time. Unlike traditional methods, where medication may be dispensed in bulk or larger quantities, unit dose packaging ensures that each dose is individually packaged in a form ready for administration.
Single-dose packaging plays a crucial role in preventing medication errors and ensuring accurate dosing. By providing each dose clearly labeled and ready for administration, single-dose containers, such as blister packs and vials, minimize the risk of contamination and mix-ups.
Each unit dose container is clearly labeled, allowing for precise identification until the medication is administered. The label includes comprehensive details such as the drug name, dosage strength, control number, and expiration date. This method reduces the risk of contamination associated with the handling and transfer of medications. Consequently, unit dose packaging significantly minimizes the likelihood of medication errors.
The advantages of the unit dose method are substantial:
- Enhanced Drug Control and Usage Monitoring: This system provides improved oversight of medication distribution and consumption.
- Reduction in Medication Returns: By providing the exact dosage needed, there is less likelihood of unused medication being returned, leading to more efficient inventory management.
- Optimized Workflows for Pharmacists: Pharmacists gain greater control over their work routines, which can enhance efficiency and job satisfaction.
- Improved Patient Care Monitoring: Patient medication profiles can be maintained at the pharmacy, enabling pharmacists to play a more active role in monitoring and managing patient care.
- Better Utilization of Healthcare Staff: With the pharmacy preparing all necessary doses, both pharmacists and nurses are freed up to focus more on direct patient care.
- Reduced Drug Pilferage and Waste: Since medications are packaged to meet the patient’s needs for only 24 hours, there is less opportunity for theft or waste.
- Decreased Revenue Losses: Accurate dosing and reduced waste contribute to better financial outcomes for healthcare facilities.
- Smaller Floor Stock Requirements: With less need for bulk storage, the inventory size on each floor is reduced, contributing to better space management.
- More Accurate Medication Billing: Patients are billed only for the exact medications they receive, adding transparency and convenience to the billing process.
This packaging system not only enhances patient safety but also brings numerous operational and financial benefits to healthcare providers.
It is a system designed to uphold the five rights of medication administration:
- Right patient
- Right drug
- Right dose
- Right route
- Right time
Implementing a unit dose system is a straightforward process that can be accomplished without disrupting pharmacy operations or affecting patient care.
Selecting medications for unit dose packaging
The process begins with the hospital identifying all medications that will be packaged as single unit doses and determining the appropriate dosage forms for packaging. The unit dose method is particularly effective for medications that are typically supplied in bulk packaging.
However, various other drug forms, such as suppositories, ampoules, transdermal patches, or prefilled syringes, can also be adapted into unit dosages. Once the unit dose medication is prepared, oral solids or liquids can be safely dispensed from the hospital pharmacy for administration.

A key benefit of unit dose packaging is that the medication remains sealed until it reaches the patient, ensuring no cross-contamination with other drugs or unnecessary human contact.
Unit dosages can also be tailored to create patient-specific treatments that involve multiple medications. These are delivered to nursing stations in patient-specific carriers, significantly reducing the time nurses spend on storing, sorting, and administering medicine.
Additionally, clear labeling of the drug, dosage, batch, and expiration date enhances the safe handling of high-risk medications. The use of barcoded unit dose products and scanning procedures further assists in accurate drug identification.
Facility considerations for unit dose packaging
Type of packaging option for each medication
Once the healthcare facility has determined which medications are most suitable for the unit dose supply method and the optimal delivery method for each, they must proceed with a system selection process that includes identifying the necessary equipment.
When determining equipment needs, it’s important to consider packaging machines for various medication forms, such as tablets, capsules, injectables, and liquids. Additional considerations include:
- Floor carts for direct distribution
- Modular filling stations
- Patient profile holders
Another crucial decision involves determining which items should be purchased in pre-packaged unit doses, which are better suited for in-house repackaging, and how to execute that process. This requires identifying specific packaging needs, assessing what supplies the pharmacy will require, and determining the necessary volume for each format.
Unit dose budgeting
When budgeting for the unit dose supply method, the administration must assess the costs of equipment and consumable supplies, as well as the potential return on investment. It’s essential to evaluate how much the implementation of this system will save the hospital in the long run.
Implementation and training considerations
The impact of implementing unit dose packaging on staff and patient care workflows must also be considered. How will it affect different areas of the pharmacy or hospital? For example, the effect may differ between pediatric wards and adult care areas, such as acute care facilities.
Proper handling and packaging protocols for high-risk medication are crucial to enhance patient safety and prevent errors. The administration should also account for training periods when planning implementation. Training will start in the pharmacy and then extend to medical and nursing units. It’s possible to conduct training without disrupting patient care.
Effective training methods might include:
- Rotating pharmacy staff to work on unit dose dispensing weekly until all have been trained
- Rotating nurses through audiovisual presentations on the new system
- Providing general staff with information on the changes in drug administration via newsletters or media
- Training small groups at a time to minimize interruptions in patient care while ensuring all employees understand the unit dose supply method

Establish internal planning for all unit dose-packaged medications
Implementing the unit dose supply method requires meticulous internal planning that goes beyond simply acquiring equipment, supplies, and training. It is essential to develop protocols for dose preparation that align closely with safe medication practices.
The healthcare facility must also establish a system for storage, whether in a bulk storage area or on a cart within the nursing unit. Additionally, plans must be in place for the internal flow of medication, from patient admission to patient care to patient medication profiles, and finally to packaging and filling drug delivery carts.
Key considerations for this process include:
- Setting Up Ward Stock Procedures: It’s crucial to develop clear procedures for managing ward stock to ensure that all medications are available when needed and that supplies are replenished efficiently.
- Designing Stock Batch Controls: Implementing batch controls helps maintain consistency and quality, ensuring that each unit dose is traceable and meets the required standards.
- Inventory Tracking and Management: Effective tracking and management systems are necessary to monitor medication usage, prevent stockouts, and minimize waste, contributing to better overall resource management.
- Managing Unused Drugs: Establishing protocols for handling medications that are not used ensures that drugs are either safely disposed of or returned to inventory, reducing waste and preventing potential medication errors.
In addition to these considerations, it may be necessary to modify existing procedures and integrate current technologies to support the new medication ordering and administration methods. This includes ensuring proper dose calculations and implementing safeguards to avoid medication errors, which are critical for maintaining patient safety under the unit dose system.

Additional pharmacy requirements to review
Space assessment
Conducting a space assessment is essential to determine how much room is currently available and to identify any additional space that might be needed. A centralized pharmaceutical storage system, paired with a pharmacy automation solution, is crucial for enabling medical professionals to efficiently handle unit dosages throughout the healthcare facility. Proper space allocation ensures smooth operations and efficient workflow.
Pharmacy system reconfiguration
Centralizing drug storage and therapy preparation within the central pharmacy can free nurses from repetitive tasks, allowing them to dedicate more time to patient care. This centralization helps eliminate selection and sorting errors that can occur during manual drug preparation. Moreover, therapies can be produced on demand, whether they are planned or unplanned, enhancing the facility’s flexibility and responsiveness. The unit dose medication and therapeutic preparations can be manufactured concurrently, streamlining the entire process.
Compliance and safety standards
Ensuring compliance with the Consumer Product Safety Commission and industry standards, such as USP 800 and serialization, is imperative. Healthcare facilities must implement robust safety protocols, quality assurance standards, and rigorous testing procedures to maintain high levels of safety and efficacy in medication administration.
Partnering with the Right Company
The most critical aspect of implementing the unit dose supply method is choosing the right partner for equipment and packaging needs. Collaborating with a company that understands and meets industry rules and regulatory requirements is vital for successful implementation.
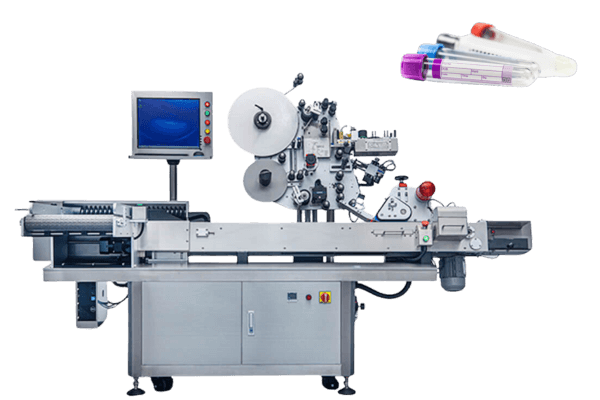
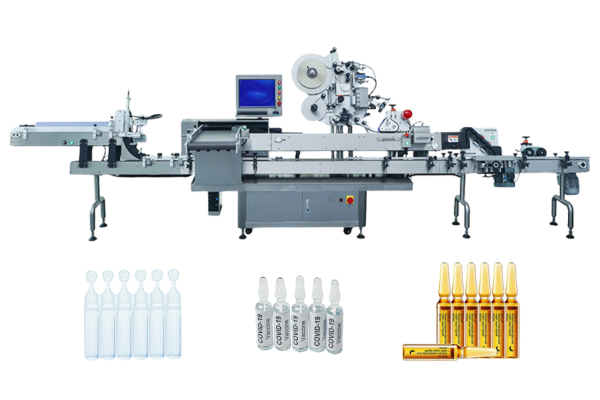
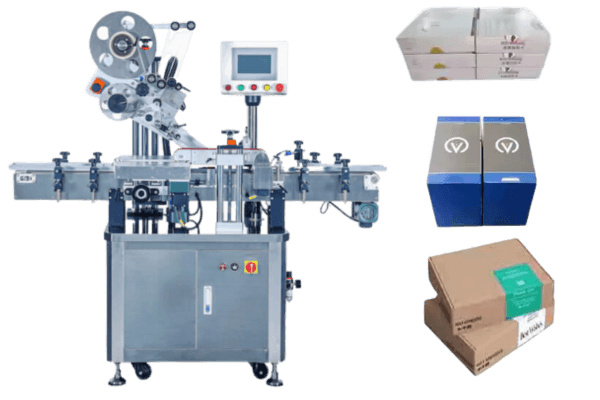
At Viallabeller, we continuously develop our pharmacy labeling technologies to ensure ongoing compliance with industry standards for unit dose pharmaceutical packaging, such as ampoules, syringes, pill bottles, etc.
Future unit dose packaging trends
Unit dose packaging, particularly within the pharmaceutical industry, is poised for substantial growth as the demand for precise dosing and enhanced patient safety continues to rise.
Innovations in smart packaging technologies, such as RFID and QR codes, are set to revolutionize the field by improving medication adherence and tracking, making unit dose packages more interactive and informative for both healthcare providers and patients.
Furthermore, the integration of AI technologies will become increasingly prominent in the months and years ahead, driving further advancements in the efficiency and effectiveness of unit dose packaging.
Conclusion
In conclusion, the unit dose supply method offers a comprehensive solution to the challenges of modern medication administration by ensuring precise dosing, enhancing patient safety, and streamlining workflows within healthcare facilities.
With its ability to minimize medication errors and optimize resource management, this method not only improves patient care but also supports the overall efficiency of healthcare operations.
As innovations in smart packaging and AI continue to evolve, the unit dose supply system will play an increasingly vital role in the future of pharmaceutical care, making it an indispensable component of any healthcare facility committed to excellence.