Effective management of pharma supply chains needs real-time monitoring. This helps make sure medicines are safe and delivered on time.
Drug makers work with pharmacies and PBMs to manage how drugs are sent out and to set prices.
Knowing how to use these technologies is important for following rules and working well. It helps keep the pharma supply chain running smoothly.
Components
Real-time monitoring in the pharmaceutical supply chain uses different types of technology:
Hardware devices
These are sensors and trackers. They check things like temperature and humidity during storage and transport.
Software solutions
These are computer programs that help analyze and show the collected data. They use cloud systems to keep information safe.
Operational protocols
These are rules and training for staff. They help staff use the monitoring systems properly.
Pharmaceutical manufacturers help make sure everything is done well. They ensure quality and efficiency in the pharma supply chain.

Key functions of real-time monitoring
The main jobs of real-time monitoring systems are:
Inventory management
The inventory management system gives automatic updates and alerts. This helps keep the right amount of stock and avoids running out or having too much.
Transport monitoring
The system tracks where shipments are and checks their conditions. This makes sure products stay in good shape. Pharmacy benefit managers (PBMs) help keep products safe during transport. They use their buying power to get better prices and check how products are used.
Quality assurance
The system quickly finds any problems with product quality. It also helps fix these problems right away.

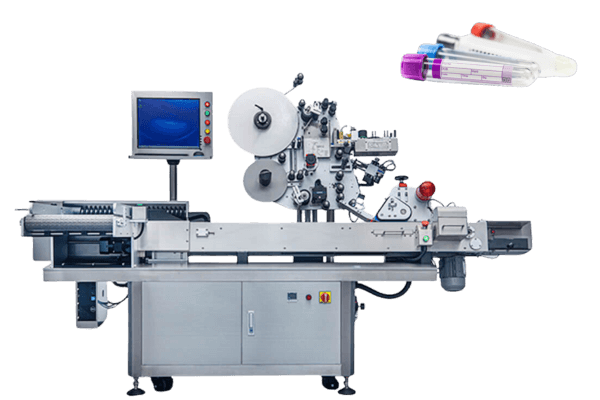
Role of labeling in real-time monitoring for pharmaceutical manufacturers
Labeling helps a lot in the pharmaceutical supply chain:
- Identification: Labels have important details like where the drug is from, the batch number, and the expiration date. This makes tracking easy.
- Compliance and safety: Labels follow rules and show important safety information and how to use the medicine. This helps keep patients safe.
- Traceability: Scanning barcodes on labels gives quick drug information. This cuts down on mistakes and helps work faster.
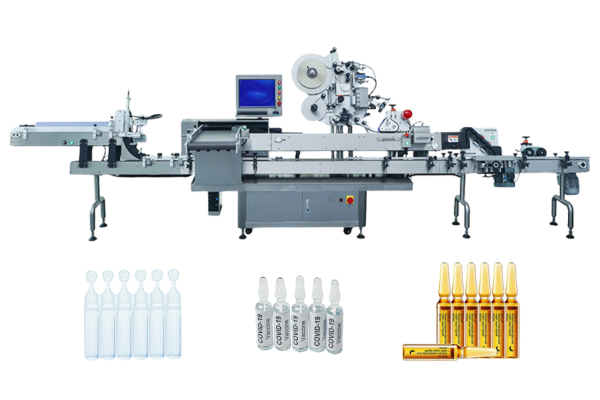
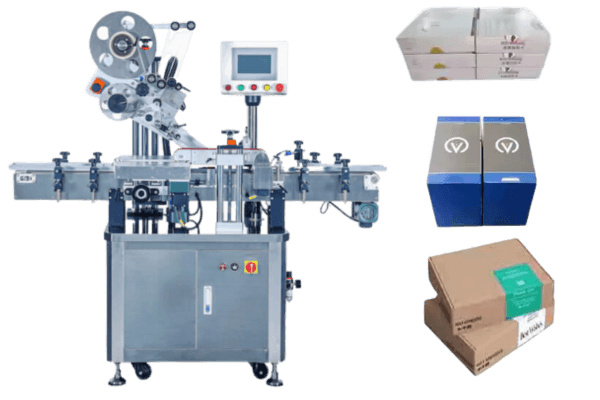
- Efficiency gains: Automated labeling systems use machines to put on labels. This saves time, reduces mistakes, and speeds up the work.
Supply chain visibility helps make sure that drugs are distributed correctly and that the supply chain works well.
The pharmaceutical labeling machine is very useful for labeling. It also comes with different labeling solutions, like pill box labeling solutions.
Analyzing and utilizing monitoring data
Strategic data management is very important for using real-time monitoring:
- Data collection: Good methods are needed to gather accurate and timely data without missing any information.
- Data analysis: Special tools help find patterns that can improve inventory and logistics.
- Decision support: Real-time data helps make better decisions about changes and improvements in the supply chain.
Challenges and solutions in real-time monitoring for supply chain visibility
Setting up real-time monitoring systems has some challenges and solutions:
Technical challenges
Using different tools and software can be hard. Regular updates and skilled help can fix these problems.
Regulatory challenges
Following all the rules takes constant checking and adjusting. Manufacturers must also think about the costs of research and clinical trials needed to meet these rules.
Operational challenges
Making sure everyone follows the same procedures and training staff well. This is important for smooth system use.

Conclusion
In conclusion, real-time monitoring systems are very important for modern pharma supply chains. They help make everything work better, follow global rules, and keep medicine safe and easy to track.
In the future, these systems will use more smart technology. They will use AI and machine learning to predict and fix problems in the supply chain before they happen.